کسٹرڈ ساس پروڈکشن لائن

کسٹرڈ ساس پروڈکشن لائن
کسٹرڈ ساس پروڈکشن لائن
پروڈکشن ویڈیو:https://www.youtube.com/watch?v=AkAcycJx0pI
اےکسٹرڈ ساس کی پیداوار لائنکسٹرڈ ساس کو موثر، مستقل اور حفظان صحت سے تیار کرنے کے لیے خودکار اور نیم خودکار عمل کا ایک سلسلہ شامل ہے۔ ذیل میں کسٹرڈ ساس پروڈکشن لائن میں مخصوص مراحل کی تفصیلی خرابی ہے۔
1. اجزاء کو سنبھالنا اور تیاری
- دودھ کا استقبال اور ذخیرہ
- کچا دودھ وصول کیا جاتا ہے، معیار کے لیے جانچا جاتا ہے، اور ریفریجریٹڈ سائلو میں محفوظ کیا جاتا ہے۔
- متبادل: دوبارہ تشکیل شدہ دودھ پاؤڈر + پانی (لمبی شیلف زندگی کے لئے)۔
- شوگر اور سویٹنر ہینڈلنگ
- چینی، مکئی کا شربت، یا متبادل مٹھاس کو تول کر تحلیل کیا جاتا ہے۔
- انڈے اور انڈے پاؤڈر پروسیسنگ
- مائع انڈے (پاسچرائزڈ) یا انڈے کے پاؤڈر کو پانی میں ملایا جاتا ہے۔
- نشاستہ اور سٹیبلائزرز
- کارن اسٹارچ، تبدیل شدہ نشاستہ یا گاڑھا کرنے والے (مثلاً کیریجینن) کو پہلے سے ملایا جاتا ہے تاکہ کلمپنگ کو روکا جا سکے۔
- ذائقہ اور اضافی چیزیں
- ونیلا، کیریمل، یا دیگر ذائقوں کے ساتھ پریزرویٹوز (اگر ضرورت ہو) تیار کیے جاتے ہیں۔
2. اختلاط اور ملاوٹ
- بیچ یا مسلسل اختلاط
- اجزاء کو ایک میں ملایا جاتا ہے۔اعلی قینچ مکسریاپریمکس ٹینککنٹرول شدہ درجہ حرارت کے تحت (وقت سے پہلے گاڑھا ہونے سے بچنے کے لیے)۔
- ہموار ساخت کے لیے ہوموجنائزیشن کا اطلاق کیا جا سکتا ہے۔
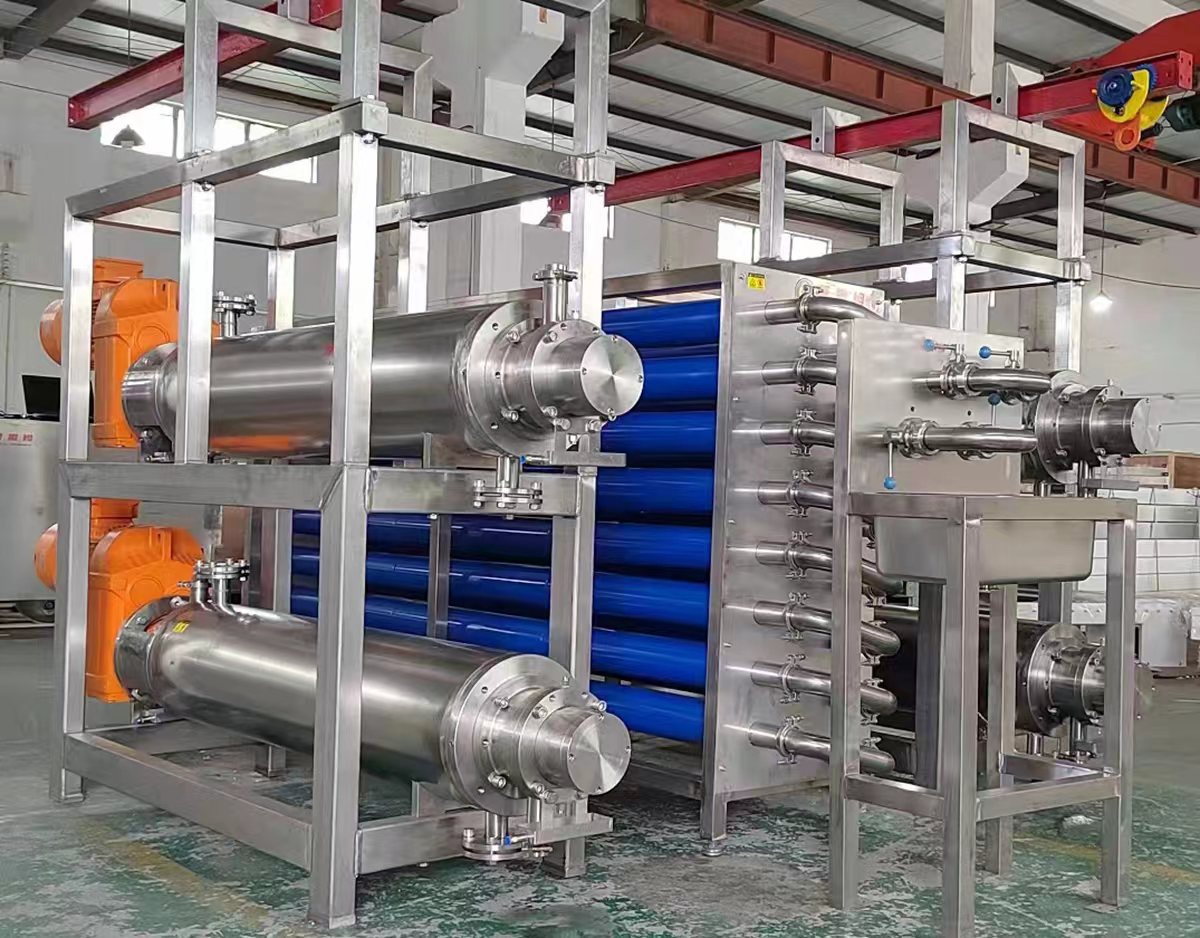
3. کھانا پکانا اور پاسچرائزیشن
- مسلسل کھانا پکانا (سرفیس ہیٹ ایکسچینجر کو کھرچنا)
- مرکب کو گرم کیا جاتا ہے۔75–85°C (167–185°F)نشاستہ جلیٹنائزیشن کو چالو کرنے اور چٹنی کو گاڑھا کرنے کے لیے۔
- پاسچرائزیشن (HTST یا بیچ)
- ہائی ٹمپریچر شارٹ ٹائم (HTST) پر72°C (161°F) 15-20 سیکنڈ کے لیےیا بیچ پاسچرائزیشن مائکروبیل حفاظت کو یقینی بنانے کے لیے۔
- کولنگ کا مرحلہ
- کو تیز ٹھنڈک4–10°C (39–50°F)مزید کھانا پکانا روکنے اور ساخت کو برقرار رکھنے کے لیے۔
4. ہم آہنگی (اختیاری)
- ہائی پریشر ہوموجنائزر
- انتہائی ہموار ساخت کے لیے استعمال کیا جاتا ہے (دانے کو روکتا ہے)۔
5. بھرنا اور پیکجنگ
- خودکار فلنگ مشینیں۔
- تھیلی بھرنا(خوردہ کے لیے) یابلک بھرنا(کھانے کی خدمت کے لیے)۔
- ایسپٹک بھرنا(لمبی شیلف زندگی کے لیے) یاگرم بھرنے والا(محیطی اسٹوریج کے لیے)۔
- پیکجنگ فارمیٹس:
- پلاسٹک کی بوتلیں، کارٹن، پاؤچ، یا کین۔
- شیلف لائف بڑھانے کے لیے نائٹروجن فلشنگ کا استعمال کیا جا سکتا ہے۔
6. کولنگ اور اسٹوریج
- بلاسٹ چِلنگ (اگر ضرورت ہو)
- ریفریجریٹڈ کسٹرڈ کے لئے، تیزی سے کولنگ کرنے کے لئے4°C (39°F).
- کولڈ اسٹوریج
- پر ذخیرہ کیا گیا۔4°C (39°F)UHT سے علاج شدہ مصنوعات کے لیے تازہ کسٹرڈ یا محیطی کے لیے۔
7. کوالٹی کنٹرول اور ٹیسٹنگ
- واسکاسیٹی چیک(viscometers کا استعمال کرتے ہوئے).
- پی ایچ مانیٹرنگ(ہدف: ~6.0–6.5)۔
- مائکروبیولوجیکل ٹیسٹنگ(کل پلیٹ کی گنتی، خمیر/مولڈ)۔
- حسی تشخیص(ذائقہ، ساخت، رنگ)۔
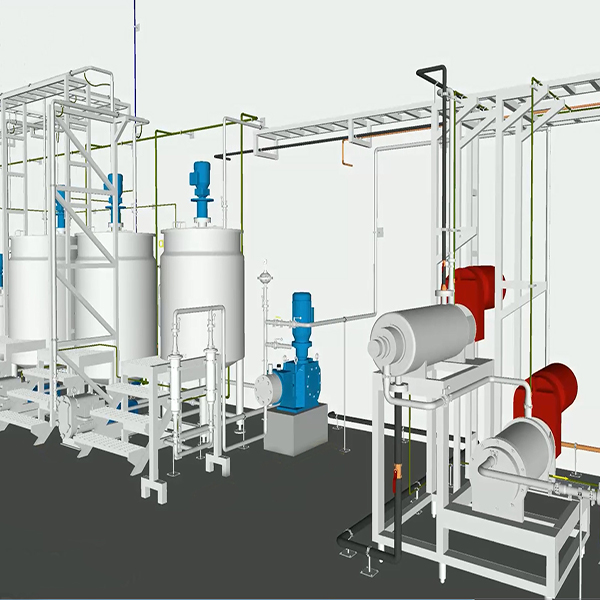
کسٹرڈ سوس پروڈکشن لائن میں کلیدی سامان

- اسٹوریج ٹینک(دودھ، مائع اجزاء کے لیے)۔
- وزن اور خوراک کے نظام.
- ہائی-شیئر مکسر اور پریمکس ٹینک.
- پاسچرائزر (HTST یا بیچ).
- سکریپڈ سرفیس ہیٹ ایکسچینجر (کھانا پکانے کے لیے).
- Homogenizer (اختیاری).
- فلنگ مشینیں (پسٹن، والیومیٹرک، یا ایسپٹک).
- کولنگ ٹنلز.
- پیکجنگ مشینیں (سیل، لیبلنگ).
کسٹرڈ ساس کی تیار کردہ اقسام
- ریفریجریٹڈ کسٹرڈ(مختصر شیلف زندگی، تازہ ذائقہ).
- یو ایچ ٹی کسٹرڈ(لمبی شیلف زندگی، جراثیم سے پاک)۔
- پاؤڈر شدہ کسٹرڈ مکس(تعمیر نو کے لیے)۔
آٹومیشن اور کارکردگی
- PLC کنٹرول سسٹمزعین مطابق درجہ حرارت اور مکسنگ کنٹرول کے لیے۔
- CIP (کلین ان پلیس) سسٹمزحفظان صحت کے لئے.
سائٹ کمیشننگ

اپنا پیغام یہاں لکھیں اور ہمیں بھیجیں۔